




















Słup stalowy ocynkowany ogniowo o grubości 25FT i grubości 2,5 mm Filipiny Standard NEA
ocynkowane stalowe słupy
,stalowe słupy transmisyjne
Słup stalowy ocynkowany ogniowo o grubości 25FT i grubości 2,5 mm Filipiny Standard NEA
Opis
1. górna średnica: 120 mm
2. średnica dna: 152 mm
3. Grubość: 2,50 mm
4.Materiał: stal niskostopowa, granica plastyczności nie mniejsza niż 345 mpa (standard GB / T1591-2008)
C ≤ 0,20, Mn ≤1,70, Si ≤0,50, P ≤ 0,50, S ≤ 0,0345
5. Znaki: Płytka Nane przez nit lub klej, graweruj, wytłaczaj zgodnie z wymaganiami klienta
6. Spawanie: Przeszliśmy testy wad w przeszłości. Wewnętrzne i zewnętrzne podwójne spawanie nadaje spawowi piękny kształt
Standard spawalniczy: AWS (American Welding Society) D 1.1
Penetracja: 100%
Specyfikacja biegunów NEA
| Dystrybucja Stalowy słup krajowej administracji elektryfikacyjnej Filipiny | ||||||
| Wysokość (FT) | Grubość (mm) | Dia Dia (mm) | Górna średnica (mm) | Granica plastyczności (MPA) | Powłoka cynkowa (mikrony) | Obciążenie projektowe (kg) |
| 25 | 2.5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

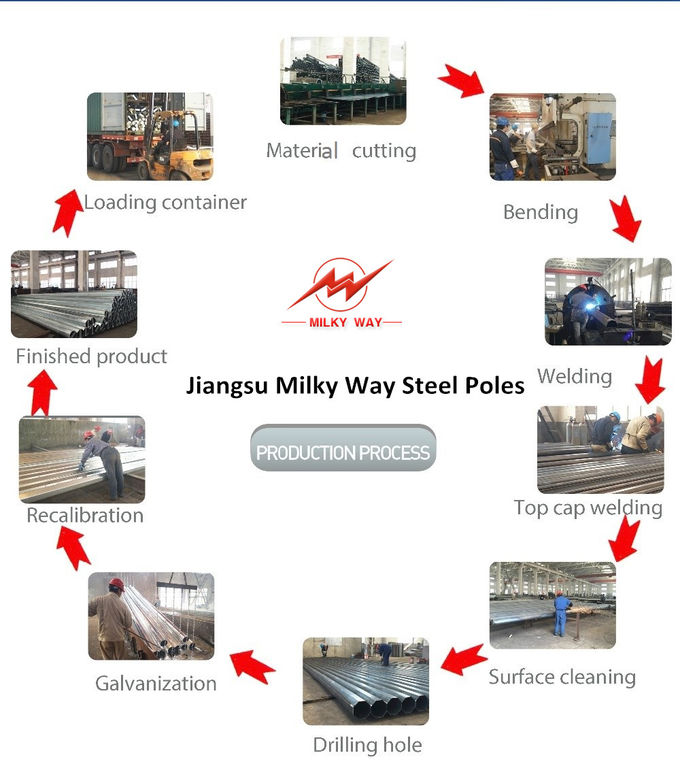
Nasza procesja
Surowiec
Przy zakupie surowca (blacha stalowa) należy dołączyć arkusz arkusza młyna z fabryki młyna. Kiedy surowiec dociera do magazynu, dział jakości musi przejść test wydłużenia i analizę składu chemicznego, aby upewnić się, że surowiec spełnia wszystkie wymagane normy przed produkcją.
Cięcie plazmowe
Cięcie surowca spełniającego wszystkie wymagane standardy na różne długości i szerokości. Cięcie laserowe CNC służy do kierowania generowanego materiału lub wiązki laserowej. Typowy komercyjny laser do cięcia materiałów wymagałby systemu kontroli ruchu podążającego za kodem CNC lub G wzoru, który ma być wycięty na materiale. Skoncentrowana wiązka laserowa jest skierowana na materiał, który następnie topi się, pali, odparowuje lub jest wydmuchiwany przez strumień gazu, pozostawiając krawędź o wysokiej jakości wykończeniu powierzchni.
Odlewanie
Formowanie wyciętej blachy stalowej w kształt (okrągły, wielokątny lub inny kształt), który zgodnie z rysunkiem. [0001] Niniejszy wynalazek dotyczy urządzeń do formowania, a w szczególności urządzeń lub maszyn do gięcia podłużnie walcowanych odcinków lub pasków surowca metalowego do pożądanych krzywoliniowych kształtów.
Spawalniczy
Po uformowaniu zespawaj stalową płytę. Zwykle są to spoiny podłużne. Przyjmuje sterowanie ACinverter, z funkcjami stabilnej pracy i dużej prędkości jazdy; Mechanizm prowadzący łuk prowadzący szew jest systemem z trzema wrzecionami, aby zagwarantować wyrównanie bez aberracji; Rama główna i spawarka są zintegrowane ze sterowaniem, z systemem automatycznego odzyskiwania strumienia i jest łatwa w obsłudze z wysoką wydajnością.
Galwanizacja
Wszystkie słupy wewnętrznie i zewnętrznie powinny być ocynkowane ogniowo zgodnie z wymaganiami wymienionymi na odpowiednim rysunku lub specyfikacji
Standard galwanizacji: IS2629-1985, BS729-1971
Instalacja
1. Zdemontować cały sprzęt na słupie podczas montażu.
2. Okrążyć zawiesie wokół wału epolowego każdej sekcji.
3. Przymocuj zawiesie w górnej części do jednego bloku koła pasowego.
4. Zawiesie w dolnej części jest mocno przymocowane i zamocowane w środku ciężkości.
5.Ustaw stalowy słup pionowo, dokręcając zawiesie górnej części.
6 Przymocuj stalowy słupek.
7. Zdejmij zawiesie.


